H50 and H70 Diamond and CBN Honing Stones

Model No.︰H70, H50
Brand Name︰BOSON ABRASIVES
Country of Origin︰China
Unit Price︰US $ 180 / pc
Minimum Order︰2 pc
Product Description
BOSON Abrasives are able to supply diamond honing stones, CBN Honing stones, aluminum oxide and Silicon carbide honing stone sets for SUNNEN MPS Hone Heads which work on Sunnen TUBE HONE Machines for precision sizing and finishing of long and large bores. Ideal for hydraulics cylinders, aircraft components, all type of down-hole oil field instruments and tubes high precision honing.
MPS – H50 – Diameter Range: 50 mm – 76 mm (1.98 in. – 3.0 in.)
MPS – H70 – Diameter Range: 73 mm – 111 mm (2.9 in. – 4.4 in.)
MPS – H85 – Diameter Range: 85 mm – 117 mm (3.4 in. – 7.0 in.)
MPS – H165 – Diameter Range: 165 mm – 216 mm (6.5 in. – 8.5 in.)
MPS – H200 – Diameter Range: 203 mm – 299 mm (8 in. – 11.5 in.)
H50 and H70 Honing Stone Sets for MPS Modular Tool System
H50 honing stone sets for use with MPS-H50 Hone Head
Each set consist of two stone assemblies

H70 Honing Stone and Guide Set for use with MPS-H70, MPS-H85, MPS-H165, MPS-200 Hone Heads.
Each set consist of two abrasive stone assemblies and two guides.

Stone Code Explanation Chart & Surface Finish Guide
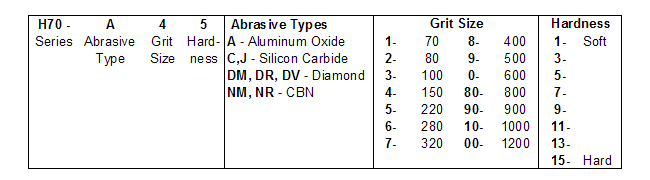
Note: For special abrasive needs, feel free to contact us.
Surface Finish Conversions: Millimeter to Inch – To convert one unit of measure to the other use the following formulas.
Micrometer to microinch: Micrometer x 40 = Microinch
Formulas for determining minimum stock removal required on diameter to achieve desired surface finish.
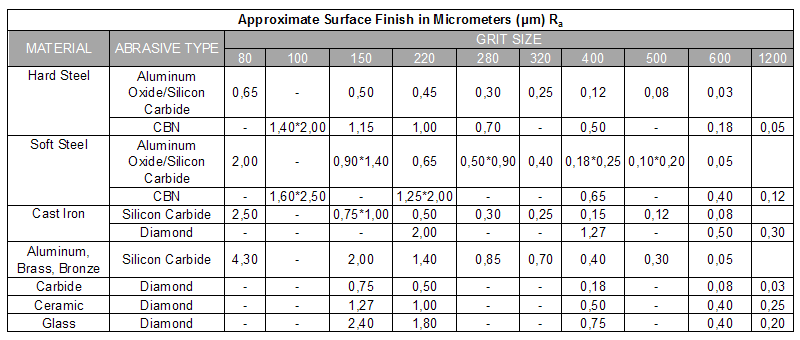
Surface Finish in Micrometers – (μm) Ra
(Existing Finish – Desired Finish) / 100 = Required Stock Removal
Example: Existing Finish = 1.25 μm”; Desired Finish = 0.25 μm”, (1.25 – 0.25) / 100 = 0.01mm
Surface Finish Conversions: Inch to Millimeter – To convert one unit of measure to the other use the following formulas.
Microinch to micrometer: Microinch ÷ 40 = Micrometer
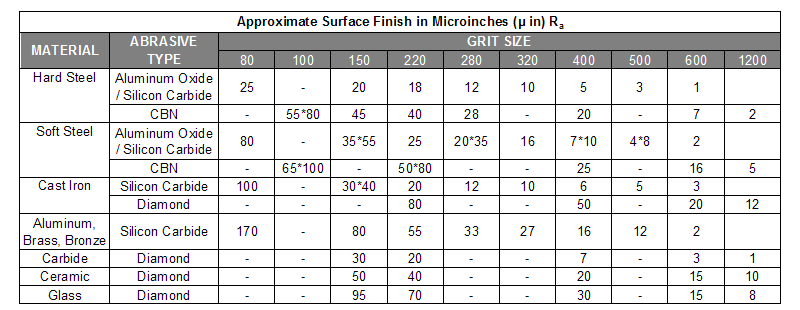
*If two values are shown: the first number is for the small parts, honed on machines with one horsepower or less;
the second number is for large parts, honed on machines with two or more horsepower
Formulas for determining minimum stock removal required on diameter to achieve desired surface finish.
Surface Finish in Microinches – (μ”) Ra
(Existing Finish – Desired Finish) / 100,000 = Required Stock Removal
Example: Existing Finish = 50 μm”; Desired Finish = 10 μm”, (50 – 10) / 100,000 = 0.0004inch
Payment Terms︰ T/T, Western Union
Product Image

